The process of joining PPR-C pipes and fittings is very simple and results and inseparable watertight joints. It is carried out using a simple welding machine that fuses the internal surface of the fitting and the external surface of the pipe, so that the material of the pipe and the fitting will be bonded together.
THE FOLLOWING DESCRIBE THE STEPS OF THE WELDING PROCESS
Prepare the welding machine by fitting it with the welding dies of the diameters to be welded. Connect the plug to the 220V power supply socket and wait until the green light on the machine goes out indicating the welding machine has reached the working temperature.
Cut the pipe at right angles to the pipe axis using suitable pipe cutter.
• Remove any burrs or cutting chips by deburring the cutting area.
• Mark the welding depth on the pipe using suitable marker.
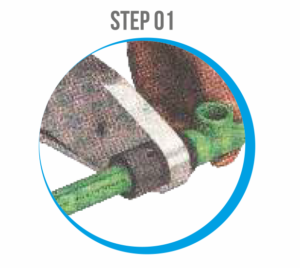
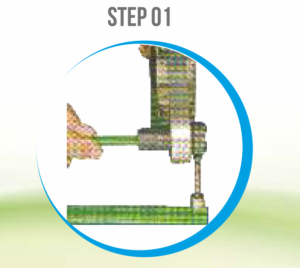
• Insert the end of the pipe without turning into the heating sleeve up to the marked welding depth and at the same time slide the fitting without turning into the other side of the heating tool up to the stop. It is essential to observe the mentioned heating times (refer to the below table)
• Leave the pipe and fitting into the heating tool until the heating time is elapsed.
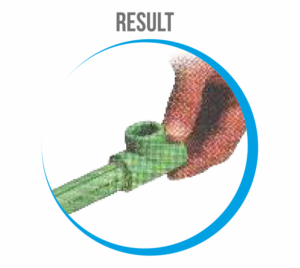
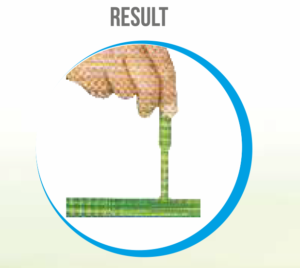
• At the end of the heating time, remove the pipe and fitting from the heating tool and push them immediately against each other up to the mark indicating the welding depth. At this stage the depth mark will be covered with the welding bead.
• During this process, do not rotate the pipe and fitting relative to each other.
• Allow the joint to cool fully before using.